Correct as at 20th April 2024. It may be superseded at any time.
Extract taken from: Vehicle Inspection Portal > VIRMs > Heavy vehicle specialist certification > Local manufacture and repair code of practice
11 Local manufacture and repair code of practice
11-1 Scope and tasks certifiable by a local manufacturing certifier (HMXD)
Background and acknowledgement
The manufacture and repair code of practice was created in 2003 by the NZ Truck and Trailer Manufacturers Federation (TTMF). That code was adapted by the NZTA in 2019 to reside within the VIRM: Heavy vehicle specialist certification.
Applicability
In the event of any contradiction, the Act, Regulations, Land Transport Rules and the original manufacturer’s repair or modification guidelines (manufacturer’s body builders’ manual) take precedence over this code. Persons repairing or certifying repairs to heavy vehicles must ensure that all applicable manufacturer’s recommendations are complied with and that no regulatory compliance is invalidated, even as an unintended consequence of complying with this code. Where there is disagreement between this code and the manufacturer’s body builder’s manual, or the repair procedure in the body builder’s manual is inappropriate, the repair must be referred to a HV engineering certifier with the appropriate category.
Repairers are obliged under Land Transport Rule: Vehicle Repair 1998, to repair vehicles in accordance with the Rule and the applicable requirements in the Rule. This rule also requires repairers to provide information or assistance to the Transport Agency when requested.
Range of tasks covered by this code
This Code of Practice applies to:
- The minor repair of heavy motor vehicles currently registered in New Zealand.
- The manufacture and/or fitting of new components covered by the Appointments Section.
This code provides procedural requirements and examples of acceptable practice for a range of common repairs and standard manufactured components. It is intended to supplement the recommendations of the original vehicle manufacturer in relation to vehicle repair techniques or standards and provides guidelines where manufacturer’s standards do not exist. It does not cover every eventuality.
Failure modes
The failure mode of a structural component of a HV, including the chassis, may be classified according to the following:
Minor | Failures that are unlikely to cause safety concerns and may be repaired according to good industry standard without welding and where certification isn't required. Repairs in this category are covered in this code. |
Medium | Failures that may cause safety concerns unless repaired according to best industry practice, following either a properly designed repair specification or a pre- engineered solution reflecting industry best practice based on a detailed engineering analysis carried out by a HV engineering certifier with the appropriate category. Repairs in this category are covered in this code. |
Critical | Failures with serious safety implications, including safety critical bolt-on items such as repaired steering or suspension items, that must always be repaired according to a repair specification based on a detailed engineering analysis carried out by a HV engineering certifier with the appropriate category. Repairs without an SoDC in this category are not covered in this code. |
Note: Where a subsequent failure occurs in a repair that used a method selected from this code, it must be considered a critical failure and be referred to a HV engineering certifier with the appropriate category. This is due to the safety risk as the initial repair was demonstrably not adequate and thus resulted in the subsequent failure showing there were unrecognised risk factors in the original repair.
The repairs covered by this code are typically of a structural nature requiring the replacement or repair of an item which usually involves some welding. It does not cover components that are attached using fasteners that can be replaced in a bolt-on, bolt-off manner. These components do not need certification except as noted above but it is the repairer’s responsibility that they are fit for purpose and meet the requirements of Land Transport Rule: Vehicle Repair 1998, of returning the vehicle to within safe tolerance of original manufacture. After market or pattern parts may not meet these criteria.
A repair carried out under this code cannot be used justify the alteration of a vehicle’s chassis rating.
Table 11-1-1 Tasks for HV manufacturer certifiers allowed in this code
Component/item – repair type | Significance | ||
|---|---|---|---|
| Simple1 | Minor2 | Major3 | |
Damage to web stiffener with no significant attachments | ✔ | ||
Crossmember gusset with cracks in gusset | ✔ | ||
Crossmember with cracks – 1st repair | ✔ | ||
Crossmember with cracks – 2nd repair of same problem failure | ✔ | ||
Cracks in web - through crossmembers | ✔ | ||
Cracks in web - crossmembers butt to web | ✔ | ||
Chassis rail flange crack – in front/rear overhang (not load bearing) | ✔ | ||
Body component not part of monocoque framework | ✔ | ||
Cracked crossmember more than 300 mm from a suspension | ✔ | ||
Toweye weld (as per original) | ✔ | ||
Proprietary Components (using manufacturer’s instructions) | |||
Suspension hanger, spring seat. | ✔ | ||
Unacceptable Repairs/Practices | |||
Unauthorised welded attachments to suspension components. | |||
Unauthorised bolted attachments to suspension components. | |||
Ballrace/turntables – welded repairs. | |||
Bolted Components | |||
Ballrace | ✔ | ||
Bolted toweye | ✔ | ||
1. Simple items do not require certification if repaired/replaced.
2. LT400 required.
3. LT400 and SoDC.
11-2 Vehicle service life and application
Fatigue life
The fatigue life of a vehicle in terms of kilometres travelled and the type of application it is operated under is significant when determining whether the failure should be considered acceptable, premature, or somewhere in between. When working in linehaul operation a chassis failure would not be expected. However, the rigors of logging and its poor road and skid site access and other off-road usage such as quarrying, means higher fatigue loadings that can result in a failure much earlier in the vehicle's life even if it is no longer operating in that high fatigue environment.
First failure of a chassis rail (only use this code after the vehicle has traveled these distances)
Truck or tractor units
After at least 250,000km for a unit used for at least 30% of its operating life, at time of failure, on unsealed roads or in off-road conditions (loggers and milk tankers are two vehicle groups that generally fall into this category).
After at least 500,000km for a unit that does not spend at least 30% of its operating life off-road or on unsealed roads.
Trailers
After at least 250,000km for a trailer that does not spend at least 30% of its operating life off-road or on unsealed roads.
Cross-members and gussets
Technical Bulletin 1 – Heavy vehicle repair thresholds identifies those cross-members where the first failure, at whatever mileage, may be repaired using this code without requiring HV engineer certification.
Subsequent failure of cross-members if the failure does not occur within 250,000km of the repair.
Failure of gussets or auxiliary components of the chassis occurring after 250,000km.
11-3 Manufacturing and repair procedures
Background
This section contains information and Illustrations relating to a range of typical repairs and manufacturing tasks undertaken by the industry.
Each workshop should have a Quality Management System (QMS) and should develop and implement a comprehensive procedure for dealing with the range of manufacturing and repair tasks it is likely to deal with. This procedure should be formally incorporated in the workshop’s QMS and refer to this code. As with all procedures this will evolve over time and the QMS must be audited and reviewed regularly and updated as required.
The various types of manufacture and repair processes will need a range of equipment, skills, instructions and records to complete the task so an evaluation of the task is necessary to ascertain whether it is within the capacity of the workshop, what resources are required and how it will be achieved.
The HV manufacturer IO will have a PDS which must cover all aspects of each certification.
Manufacturer’s repair information
All repairs should be first referred to the manufacturer to establish:
- if they can provide and appropriate repair instruction
- if they specifically prohibit a repair
- if they cannot offer a repair procedure but would allow an appropriate repair to be undertaken
Where a manufacturers repair procedure is available this must comply fully with one of the pre-approved repairs or a DC in order for the repair to be certified without a SoDC from an HVSC.
If the manufacturer specifically prohibits the repair (refer “c” above) this position should be confirmed in writing and include the reasons. In this situation a repair must not be attempted without reference to a HV engineering certifier with the appropriate category.
Where a manufacturer cannot offer a repair procedure (eg if they don't specifically prohibit a repair) but would allow an appropriate repair to be undertaken, confirmation of this position should be requested for the job file and the design referred to a HV engineer certifier with the appropriate category.
Design certificates
Design certificates (DC) or ‘Pre-engineered solutions’ in this Code of Practice are designs for repairs or simple, repetitive manufacturing processes. The DCs have been commissioned by the TTMF, peer reviewed by a HV engineering certifier with the appropriate category and passed to the NZTA for inclusion in 11-7 Pre-approved repairs of this code.
Individual manufacturing certifier IOs may also commission their own DCs from a HV engineering certifier with the appropriate category. These will not be published in this Code but will be the property of the IO that commissioned them. They must be made available to the Transport Agency for audit and feature in the job file as described in 11-5 Documentation.
Pre-approved repair of items covered by the VIRM
The repairs included in section 11-7 Pre-approved repairs can be performed without a SoDC from a HV engineering certifier only if the scope of the repair is fully covered in that drawing and there is no conflict with the manufacturers repair instructions.
11-4 Welding
Introduction
Welding is a specialised and skilled task. For example, some metals cannot be welded or can only be welded once without degradation of its properties. Others require the use of pre-heating or cooling, alternative grades of welding consumables and other specialised techniques. Only welders qualified to carry out the weld procedures appropriate to the particular task should be employed to weld items, whether for repair or the manufacture and fitting of components. Where there is doubt the repair or design must be referred to a HV engineer certifier with the appropriate category.
All welding shall follow the procedures specified by and comply with an appropriate standard:
Carbon Steel | AS/NZS 1554 Parts 1, 5 (Yield < 500 Mpa) |
High strength quenched and tempered steel | AS/NZS 1554.4 |
Aluminium | AS/NZ 1665 |
Stainless Steel | AS/NZS 1554 Part 6, Industry Codes |
All welders shall be currently qualified and certified in the appropriate position and technique being employed for the manufacture or repair of any structure or component.
Manufacturers’ instructions and industry guidelines, including Technical bulletin 10: Welding in the transport industry, are to be followed at all times.
Welding repairs
Repair by welding may be required either during fabrication of a structure or component, or as a result of service failure. The following steps are important in developing a repair procedure:
- establish the cause of failure
- determine the material composition
- develop a repair procedure in accordance with the applicable code
- carry out the repair with the proper work instructions and weld procedure
- carry out the required inspection/NDT
- carry out post weld heat treatment (if specified/required)
- final inspection prior to certification.
Determining the material composition
While all materials in a new component or structure are specified this may not be the case with a repair and it is critical that all the materials involved in such a repair are identified. This identification is an essential first step in the development of an appropriate welding procedure. Contacting the original manufacturer or their agent is the primary source of information. However, material identification may not be straightforward in the case of post fabrication failures if the original drawings or manufacturer's information is not available. In this instance advice must sought from materials specialists such as HERA. If there is doubt then the repair must be referred to an HV engineering certifier with the appropriate category.
Developing a welding procedure
A weld procedure needs to define:
- pre-weld treatment/preparation
- pre-and post-heat treatment
- the welding process and equipment
- the welding consumable
- the welding parameters
- monitoring and inspection techniques
- the required inspection/NDT
- the identity of the welder.
Pre-weld treatment for repair includes examination of the extent of the defect, removal of existing cracks, cleaning and checking for base metal soundness and material preparation for the welding procedure to be used.
Pre-weld treatment for manufacturing new structure or components includes:
- ensuring substrate materials and consumables are correct to drawing
- specified weld procedure is appropriate
- cleaning and material preparation for specified weld procedure.
11-5 Documentation
All manufacturing and repair activities must be documented for traceability and accountability. This shall be done as a function of the organisation’s QMS.
See Introduction 3-9 Minimum file content for further information.
11-6 In-service conditional (28-day) permits
To assist with minimising delays in certifying repairs to heavy motor vehicles, the process for temporary permits, issued in place of a certificate of fitness (CoF) is outlined below. This process can only be used by a HV manufacturer certifier.
If a minor fault is identified on a heavy vehicle at the time of CoF that is not covered by a pre-engineered solution and would normally require input from an engineer before the repair can be certified, this temporary permit process is designed to allow the vehicle to remain in service until the normal certification process can be completed.
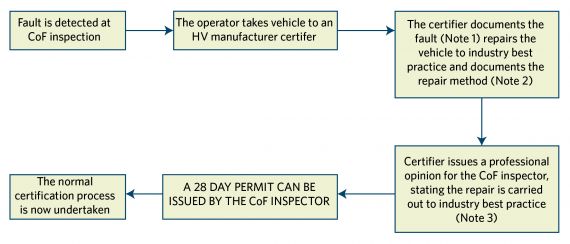
With the permit issued the vehicle is able to be operated on the road. Before the permit expires the normal certification process is to be undertaken so that an LT400 can be issued. It is important to note that only one permit per-repair will be issued and no extension given.
If the certification process is not completed before the expiry date, the vehicle is not allowed to operate after this date until the process is complete and a full CoF has been issued.
Note 1
The HV manufacturer certifier documents the fault – documenting the exact location, type of failure and other relevant details in sketches, accurate descriptions of materials and photographs.
Note 2
Document the repair method – the applied technology (including electrode quality etc) and all relevant details regarding the repair method must be documented.
Note 3
Issuing a professional opinion – this is not a certification, so an LT400 must not be used. The professional opinion should be on your company letterhead and shall contain:
- vehicle details
- your details
- details of the fault
- a statement stating that it has been repaired to industry best practice and is safe to operate on the road for up to 28 days
- the date and sign the document.
Note 4
The normal certification process – an engineer or HV manufacturer certifier can certify the final repair and issue a LT400.
Questions
Why can only a CoF inspector issue the temporary 28 day permit?
The Vehicle Standards Compliance Rule (the Rule) does not allow for temporary certification to be issued by Specialist Certifiers. Clause 7.8(1) of the Rule allows a Vehicle Compliance Certifier (CoF Inspector) to issue a temporary permit, when a vehicle does not comply with all applicable requirements, but is nevertheless in a safe condition to be operated. Conditions on vehicle operations can be placed on the temporary permit.
Do I need to give a professional opinion?
If you do not wish to use this process and give a professional opinion you do not have to. You can use the normal certification process.
What does a certifier give to the CoF inspector when asked for a professional opinion?
Under this process the certifier is not issuing a certification. Do not use an LT400 or a Statement of Design Compliance. The certifier is giving a professional opinion to the CoF inspector, based on their experience and knowledge of vehicles, whether they believe the vehicle to be safe to operate on the road while it awaits a fully certified repair. The information that should be placed in your professional opinion is stated in Note 3 above.